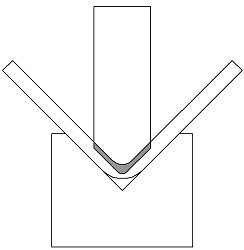
The restrike die operation fundamentally is a solid forming operation.
Coining operation in sheet metal.
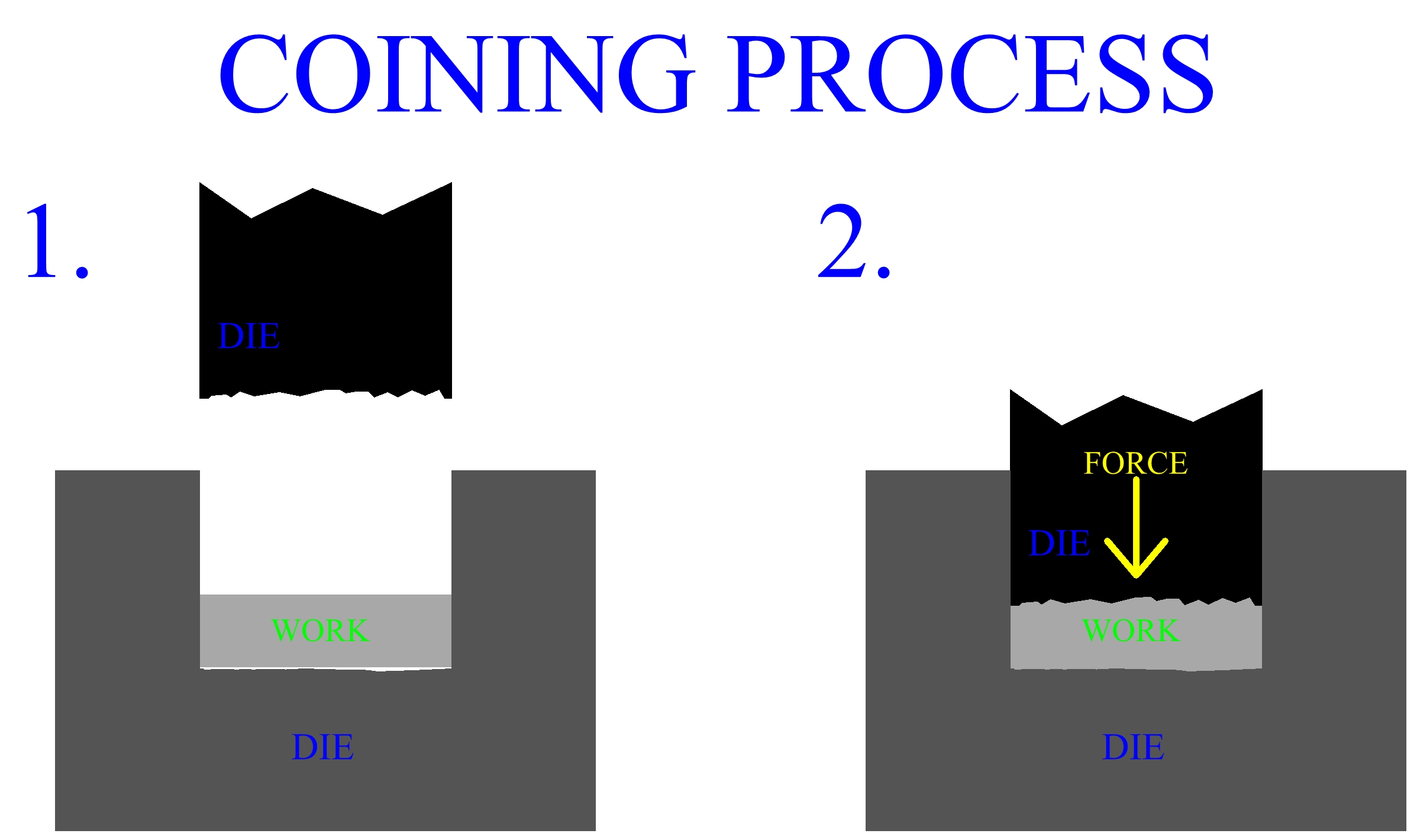
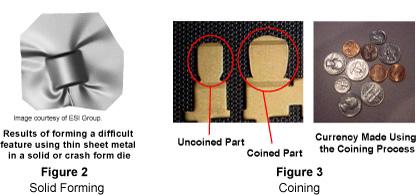
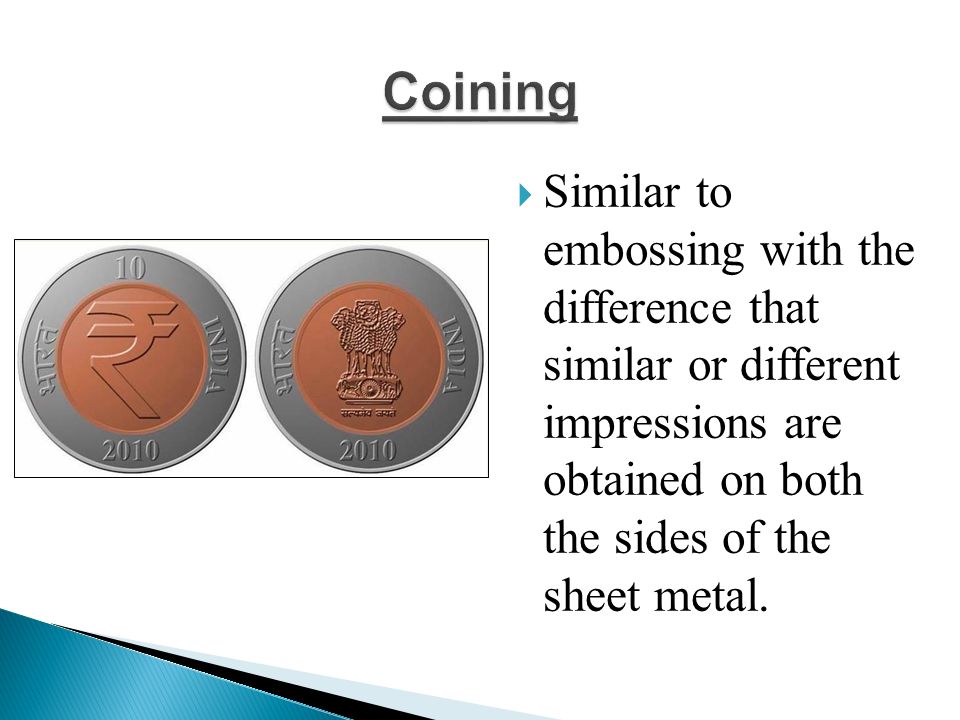
Coins metal currency are created with the coining process.
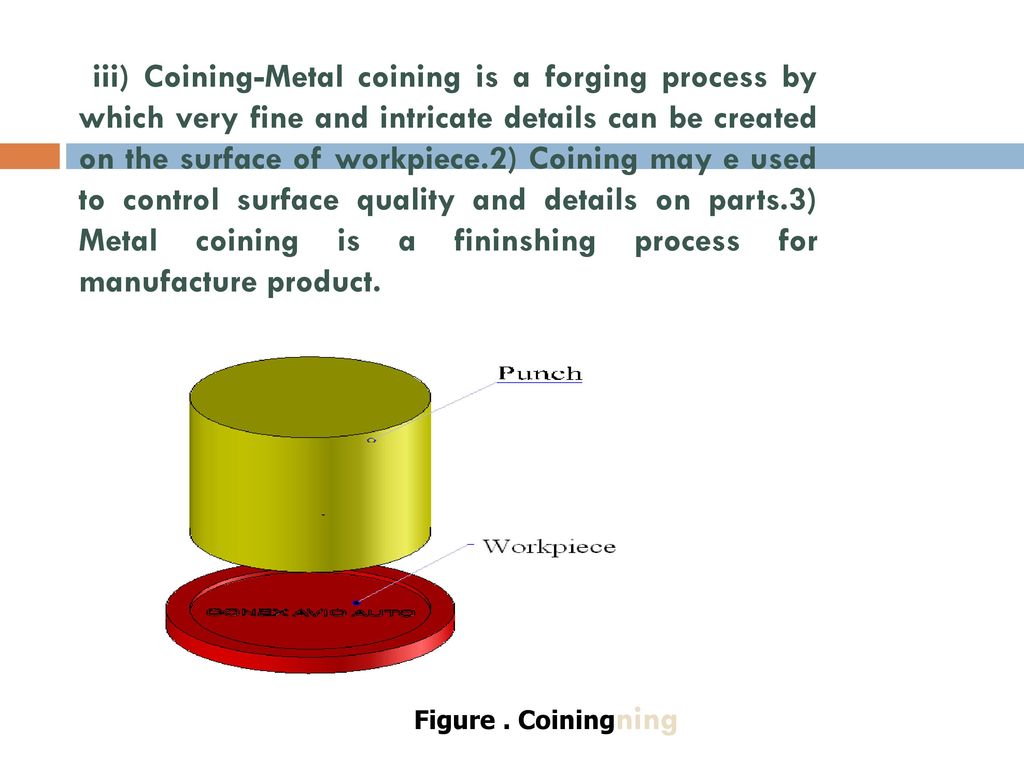
A simple round metal slug is placed into the die and forced to flow into a given shape by compressing it see figure 3.
In coining the top tool forces the material into the bottom die with 5 to 30 times the force of air bending causing permanent deformation through the sheet.
Coining also can reduce the metal thickness.
How are bending flanging coining embossing stretching curling hemming ironing necking and drawing related.
Find out more about these processes in this final installment of stamping expert art hedrick s sheet metal stamping series.
Coining can produce an inside radius as low as 0 4 t with a 5 t width of the v opening.
The theory behind coining is that with enough tonnage your sheet metal will bend to the precise angle of your tooling so your tooling should be an equal match to.
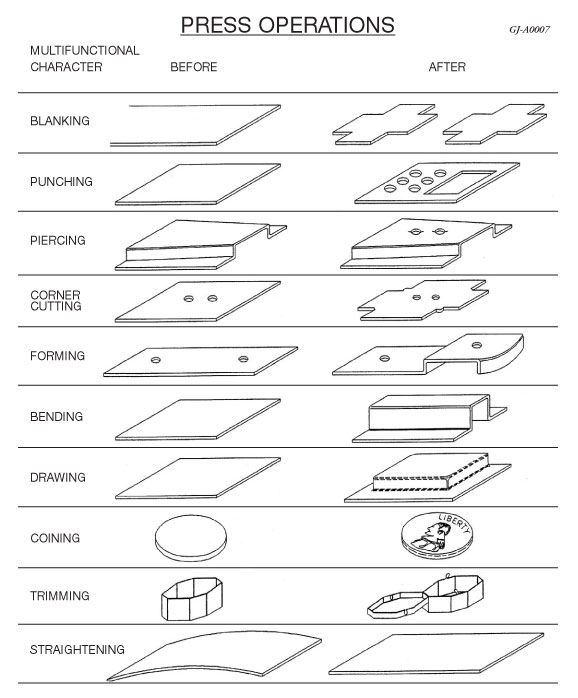
Metal forming operations include following operations.
Shear shearing blanking piercing and trimming 2.
Both the punch tip and the punch actually penetrate into the metal past the neutral axis under a high amount of pressure.
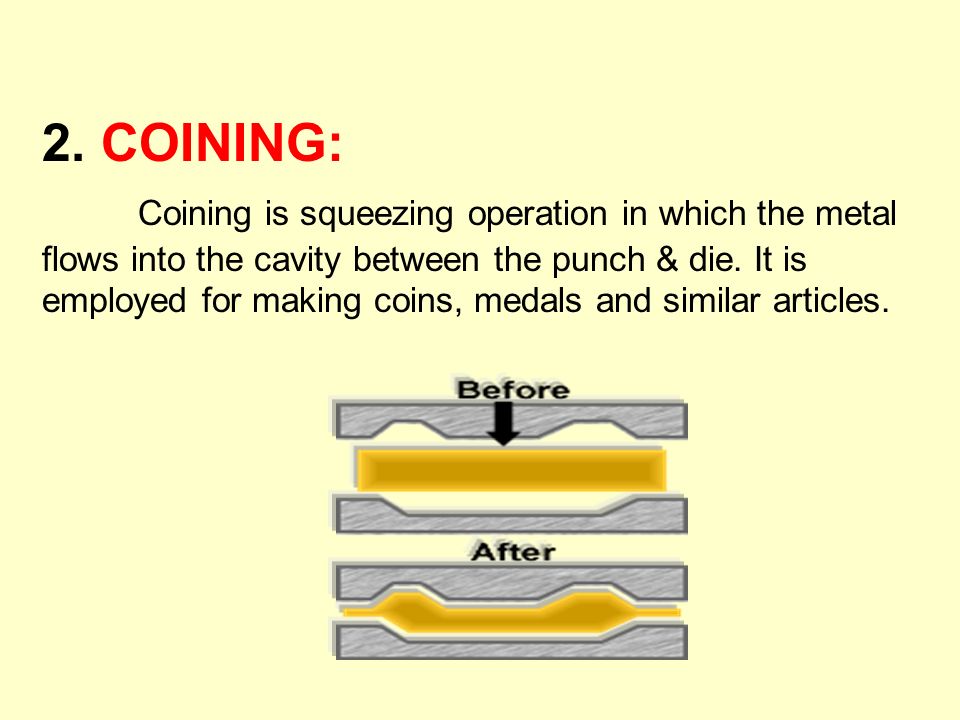
Coining is a form of precision stamping in which a workpiece is subjected to a sufficiently high stress to induce plastic flow on the surface of the material.
They all are common metal forming operations.
In coining the sheet metal is more than just bent it is actually thinned by the impact of the punch and die as it is compressed between them along the bending surfaces fig.
There is little if any spring back.
The sheet metal operation depending on the type of stress induced.
Tension stretch forming 3.
It is a process of pressing metal in a die so that it flows into the die space.
It is a metal forming operation in which the straight metal sheet is transformed into a curved form.
In bending operations the sheet metal is subjected to both tensile and compressive stresses.
Embossing embossing is an operation in which sheet metal is drawn to shallow depths with male and female matching dies.
The operation is carried out mostly for the purpose of stiffening flat panels the operation is also sometimes used for making.